
机器视觉网:机器视觉检测技术
检测技术是制造业的基础,随着制造水平的快速发展,制造领域不断扩大,产品质量不断提高。相应地,对检测技术提出了新的需要,传统意义上的很多检测方法已经不能适应现代制造业的要求。比如在汽车工业中,为全面控制车身的制造质量,需要在制造现场对制造过程中的产品(或零件)实行检测,这是一类典型的在线测量问题,在现代制造业中具有广泛代表性,也是传统测量方法难以解决的。对于工业中批量生产的产品,传统的人工检测存在以下几个不可避免的缺点:
(1) 容易漏检。由于是人眼检测,眼睛容易疲劳,会造成故障不能被发现的问题。并且人工检测主观性大,判断标准不统一,使检测质量变得不稳定。
(2) 检测速度慢,检测时间长。比如对于图形复杂的印刷电路板,人工很难实现快速高效的检测,因此人工检测不能满足高速的生产效率。
(3) 随着技术的发展,设备的成本降低,人工费用增加,仍然由人工进行产品质量控制,将难于实现优质高效,而且还会增加生产成本。
(4) 在信息技术如此发达的今天人工检测有不可克服的劣势,例如:对检测结果实时地保存和远距离传输,对原始图像的保存和远距离传输等。
(5) 有些在线检测系统是接触式检测,需要与产品进行接触测量,因此,有可能会损伤产品。
机器视觉(Machine
Vision)检测技术,综合运用了电子学、光电探测、图像处理和计算机技术,是精密测试技术领域内最具有发展潜力的新技术。将机器视觉引入到工业检测中,实现对物体(产品或零件)三维尺寸或位置的快速测量,具有非接触、速度快、柔性好等突出优点,在现代制造业中有着重要的应用前景。机器视觉工业检测系统就其检测性质和应用范围而言,分为定量检测和定性检测两大类,每类又分为不同的子类。机器视觉在工业在线检测的各个应用领域十分活跃,如:印刷电路板的视觉检测、钢板表面的自动探伤、大型工件平行度和垂直度测量、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量等。此外,在许多其它方法难以检测的场合,利用机器视觉系统可以有效地实现。机器视觉的应用正越来越多地代替人去完成许多工作,这无疑在很大程度上提高了生产自动化水平和检测系统的智能水平。机器视觉系统基本构成框图如图1-1
所示:
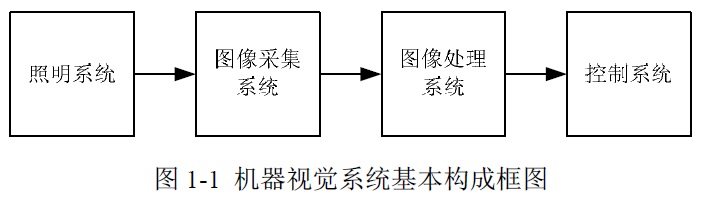
具体来讲,机器视觉系统是指通过机器视觉产品,即图像摄取装置,将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
更多资讯请见http://www.visionsystem.cn

 中国自动化网
中国自动化网 中国工控网
中国工控网 中华工控网
中华工控网 中国机器人网
中国机器人网 电气自动化网
电气自动化网 视觉系统设计
视觉系统设计 中国测控网
中国测控网 工控中国
工控中国